Fabrication Optimiser (FO)¶
General Description¶
The primary focus of this solution is to enhance manufacturing techniques and methods to efficiently produce the necessary components and products for industrial equipment. These optimizations encompass various aspects such as sequencing and balancing production processes, conducting quality examinations pre and post-production, resource allocation, and calibration of shop floor equipment.
ITI aims to develop an AI-driven scheduling optimization tool specifically designed to generate and update production schedules within manufacturing plants. This tool will consider factors like the availability of human resources, setup times, dependencies between operations, and more, to swiftly generate production schedules within a short timeframe (less than 30 minutes). Additionally, it will enable rapid rescheduling to provide near real-time responses to environmental changes, including machine breakdowns, last-minute customer orders, delays in raw material delivery, and other unforeseen events.
Usage Viewpoint¶
Use Model¶
Description¶
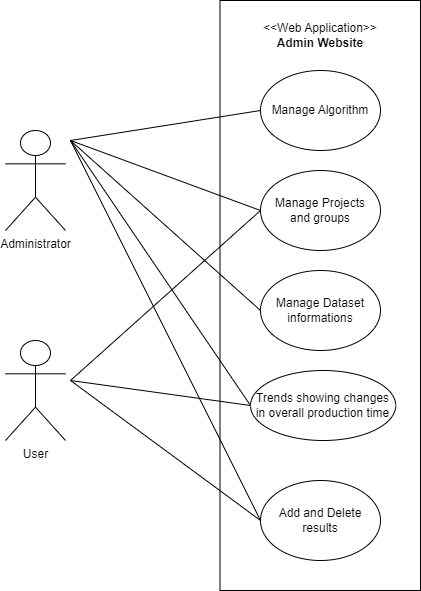
The production engineer will play a crucial role in configuring the algorithm by setting essential parameters such as machine types, article types, and other relevant information required for accurate scheduling. They will also be responsible for managing the database and ensuring periodic updates of the algorithm with the latest available data. Access to data from various systems like MES, PLC, and PLM will be necessary for this purpose.
During each scheduling iteration, the user will have access to visual representations of the results, including graphical representations like Gantt charts and tabular formats. These results will be automatically stored in a database for future reference.
In the event of unforeseen circumstances such as machine failures, the production of non-conforming parts, material shortages, etc., prompt rescheduling becomes crucial. The scheduling algorithm should be capable of efficiently accommodating these events and generating revised schedules in the shortest possible time frame in response to the specific event that has occurred.
Home page¶
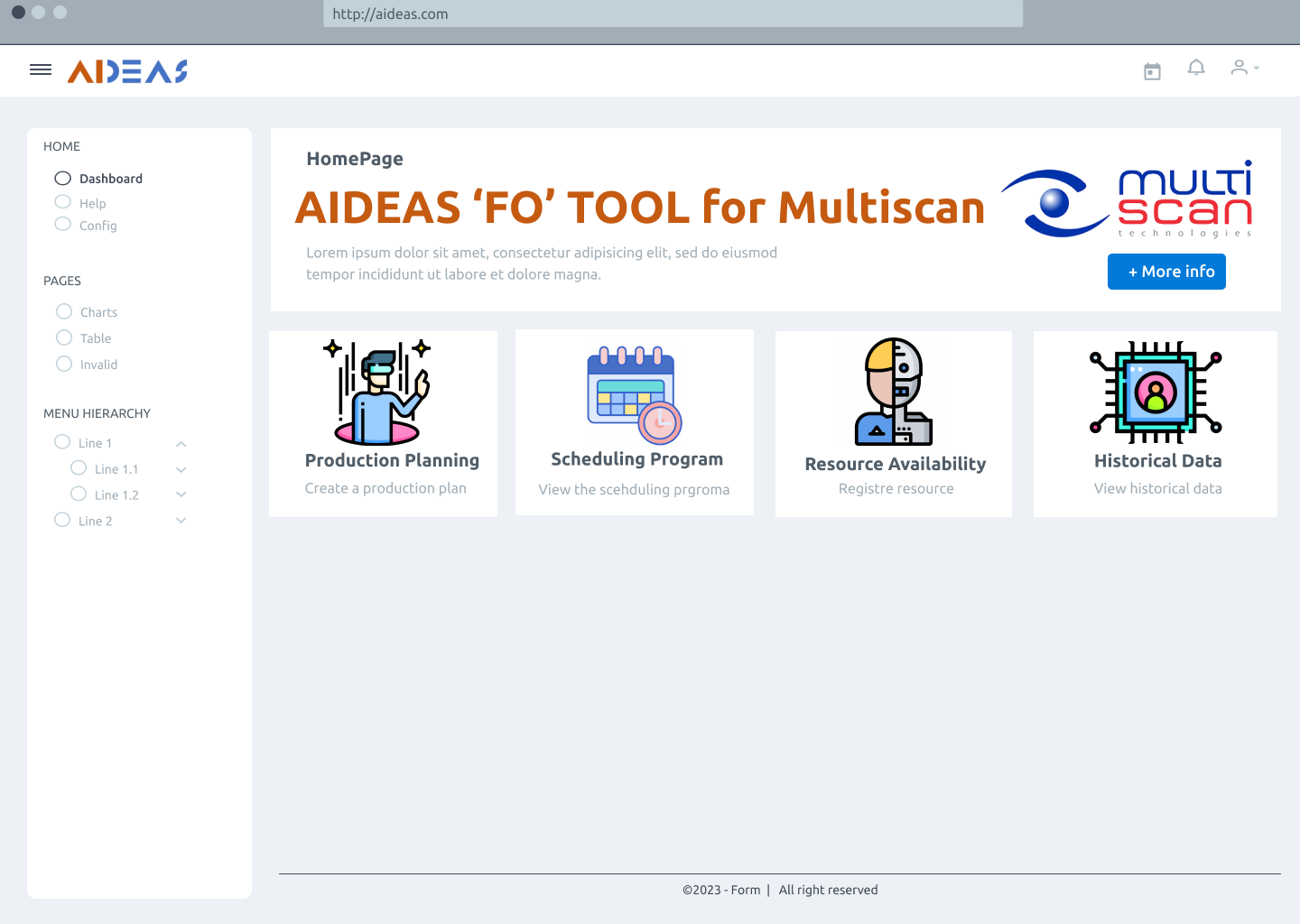
Insert machine availability¶
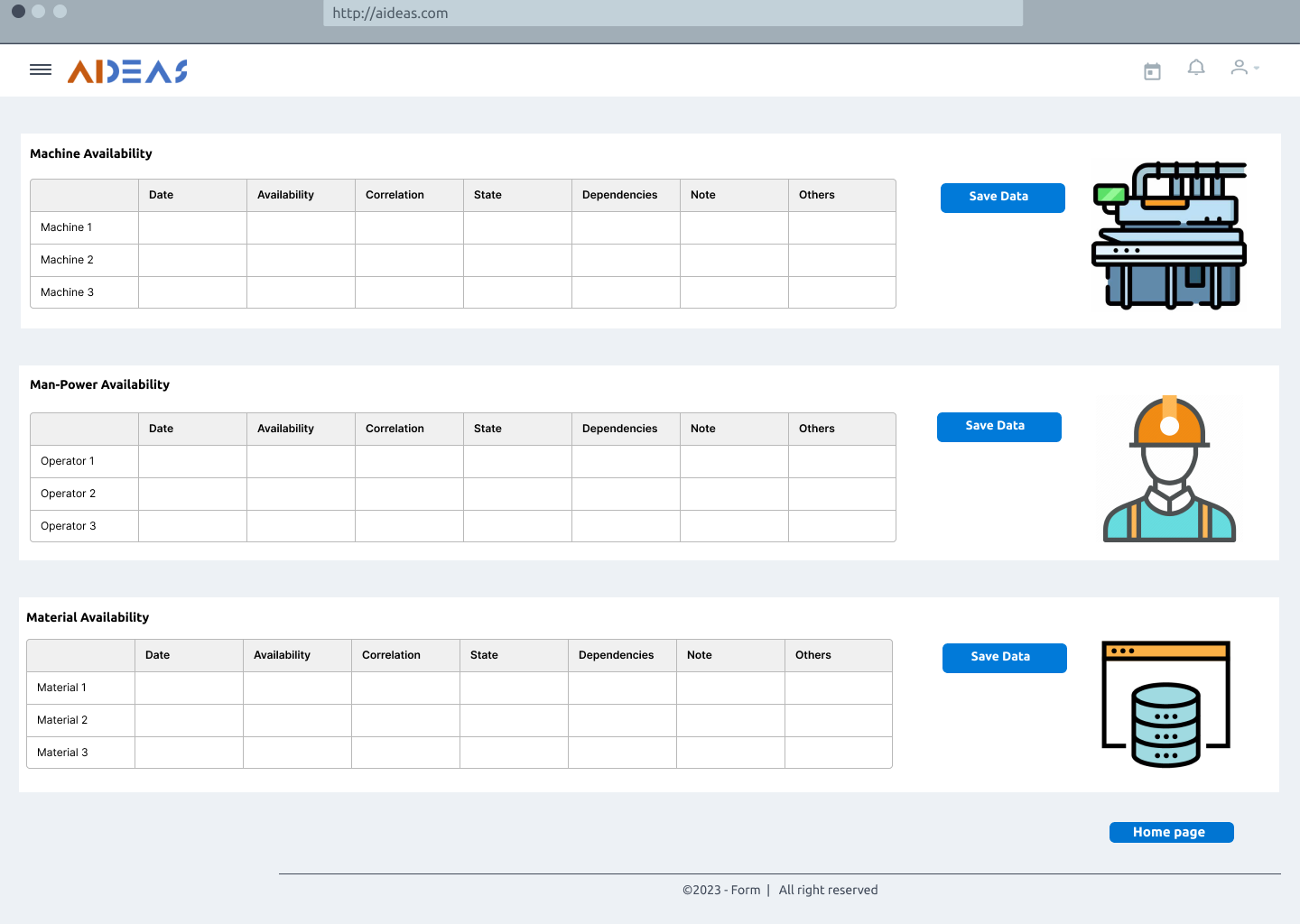
Historical Data¶
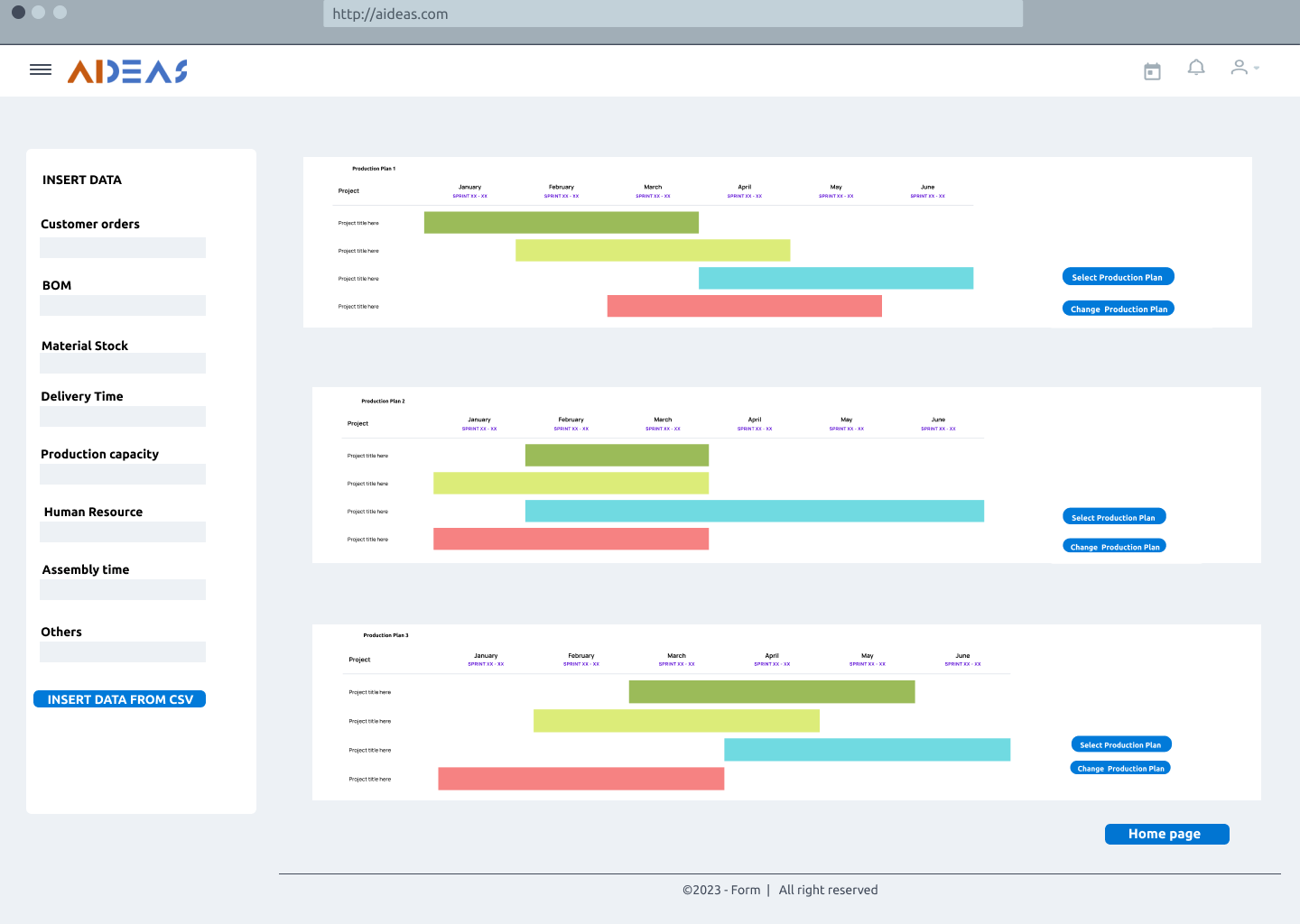
Generate Production Plan¶
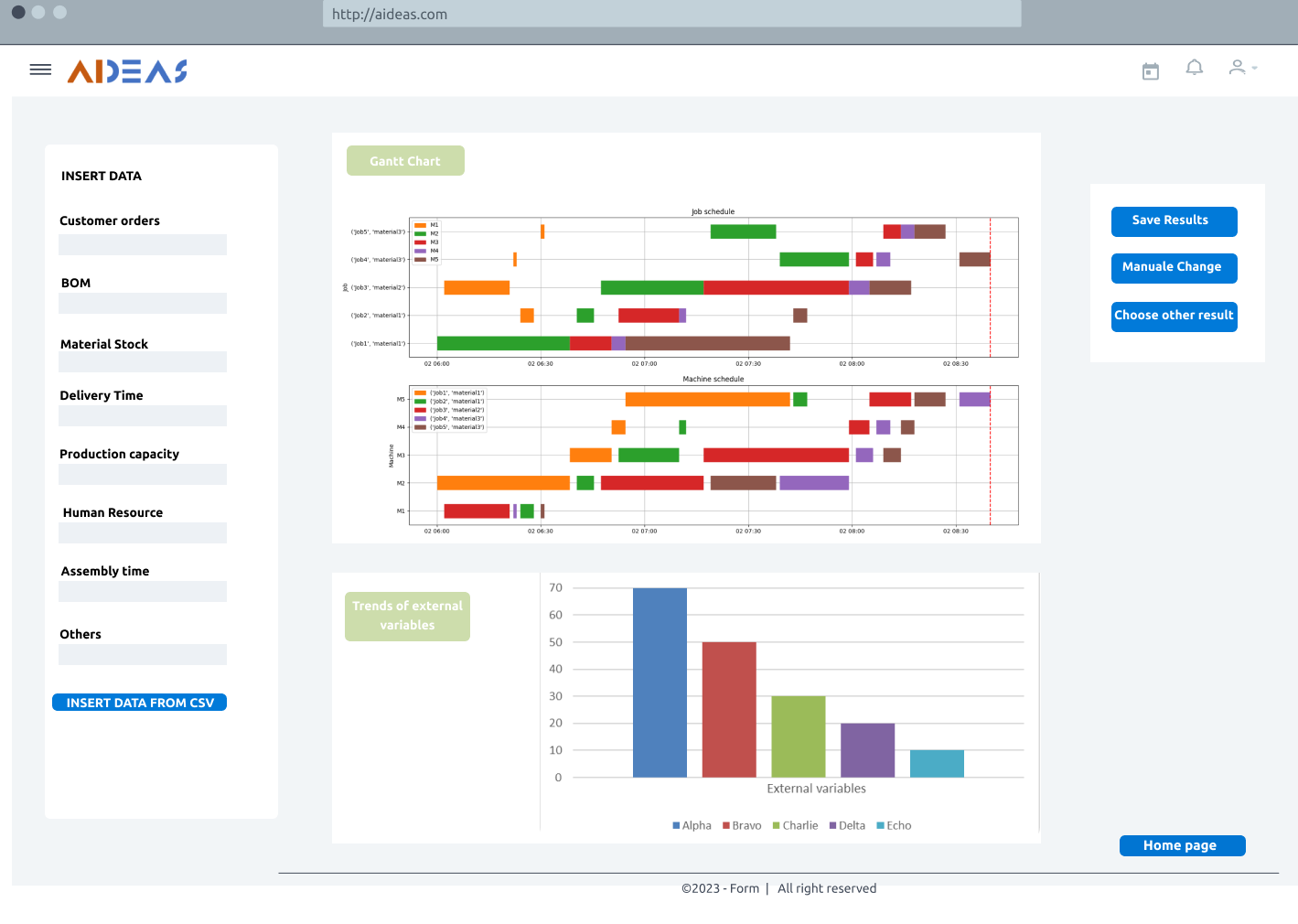
View and modify production plan¶
Usage activity diagram¶
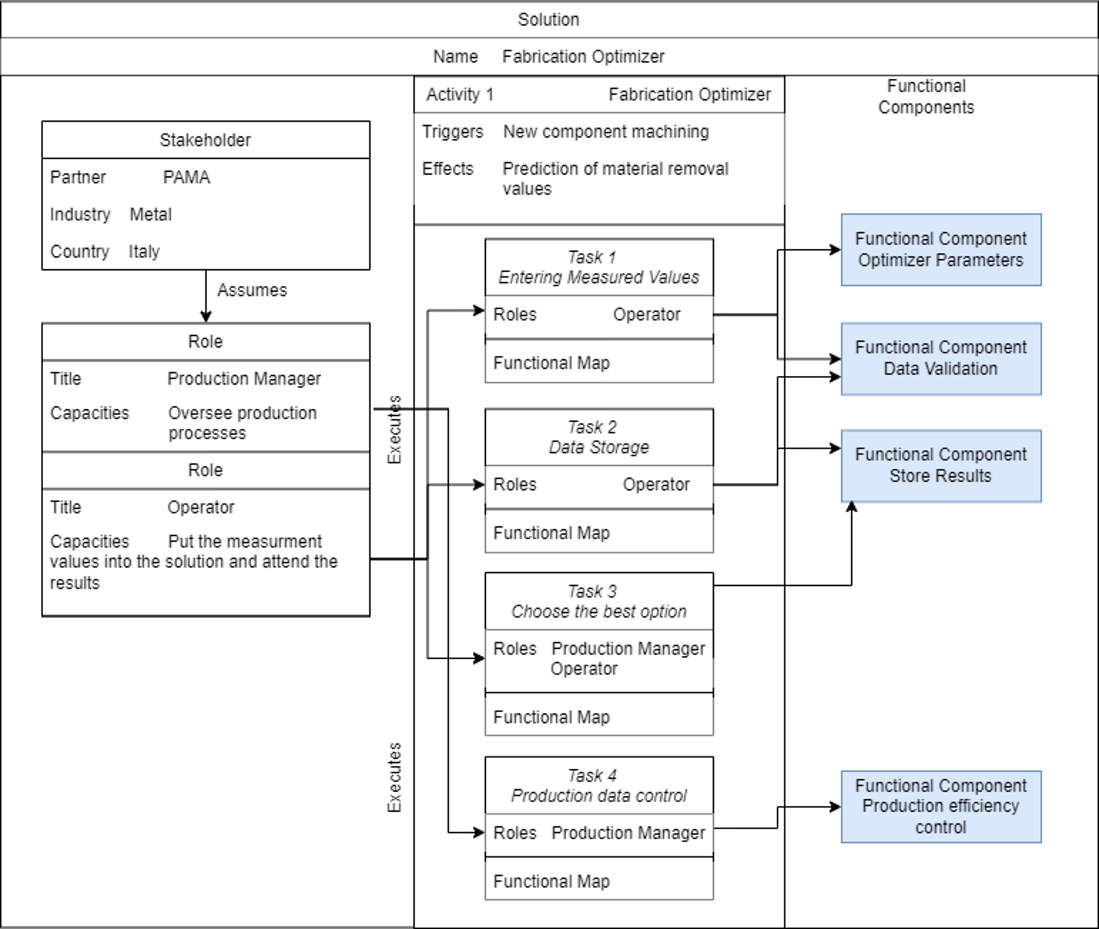
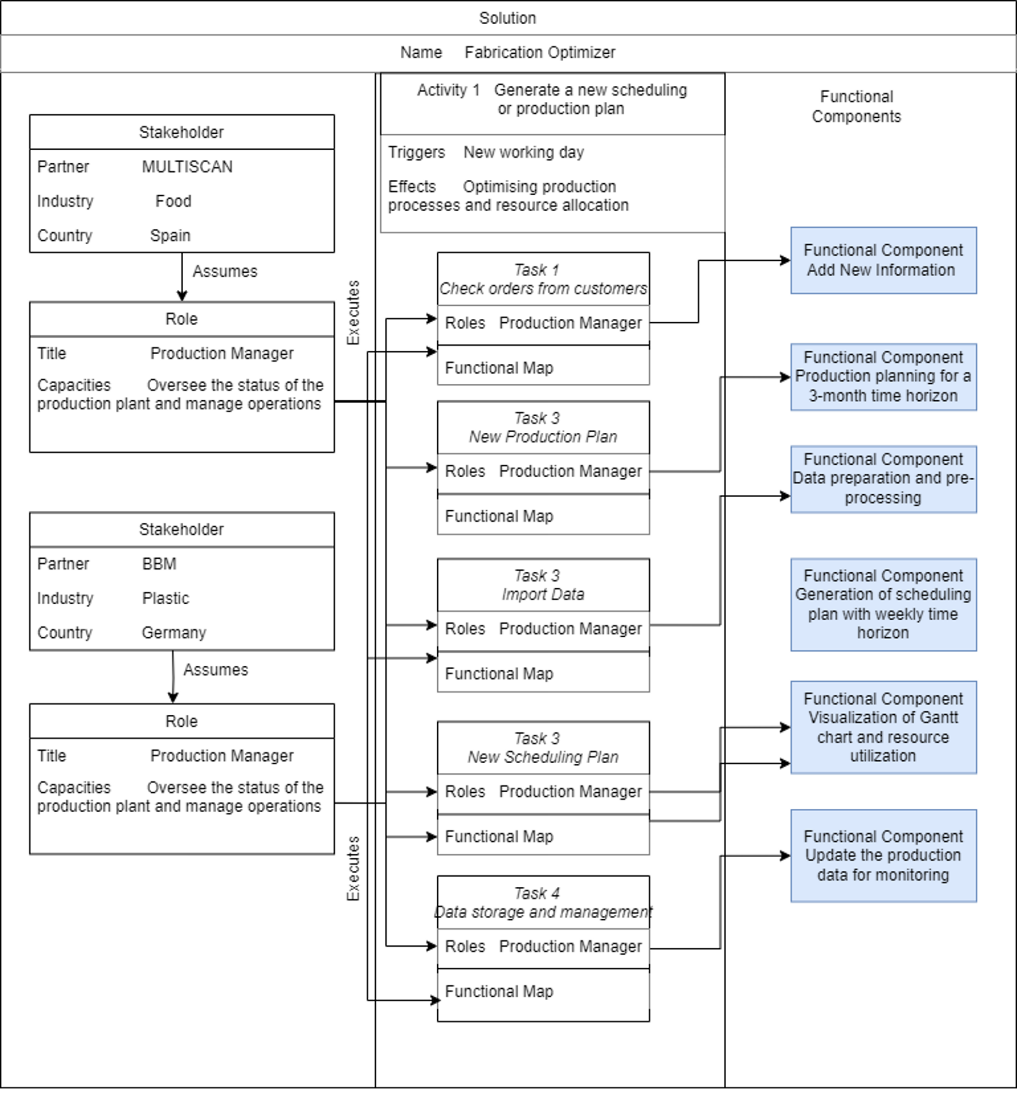
The usage activity diagrams below represent the roles of the actors in the pilot cases and their interaction with the functionalities of the two AIPO solutions. In the first diagram, the solution aims to clarify the functionality for obtaining correction parameters to be passed as input to the machine for machining a key component. This way, rework steps are avoided. In the second diagram, pilots have the possibility to generate new scheduling plans based on production orders. The difference between the two pilot cases is that for the MULTISCAN pilot, there is also the possibility of generating the master production plan, which will provide the input data for the scheduling plan.
Generate corrective parameter¶
New production plan and scheduling plan¶
Functional Viewpoint¶
Functional diagram¶
For pilot 1:¶
For pilot 3:¶
Functional description¶
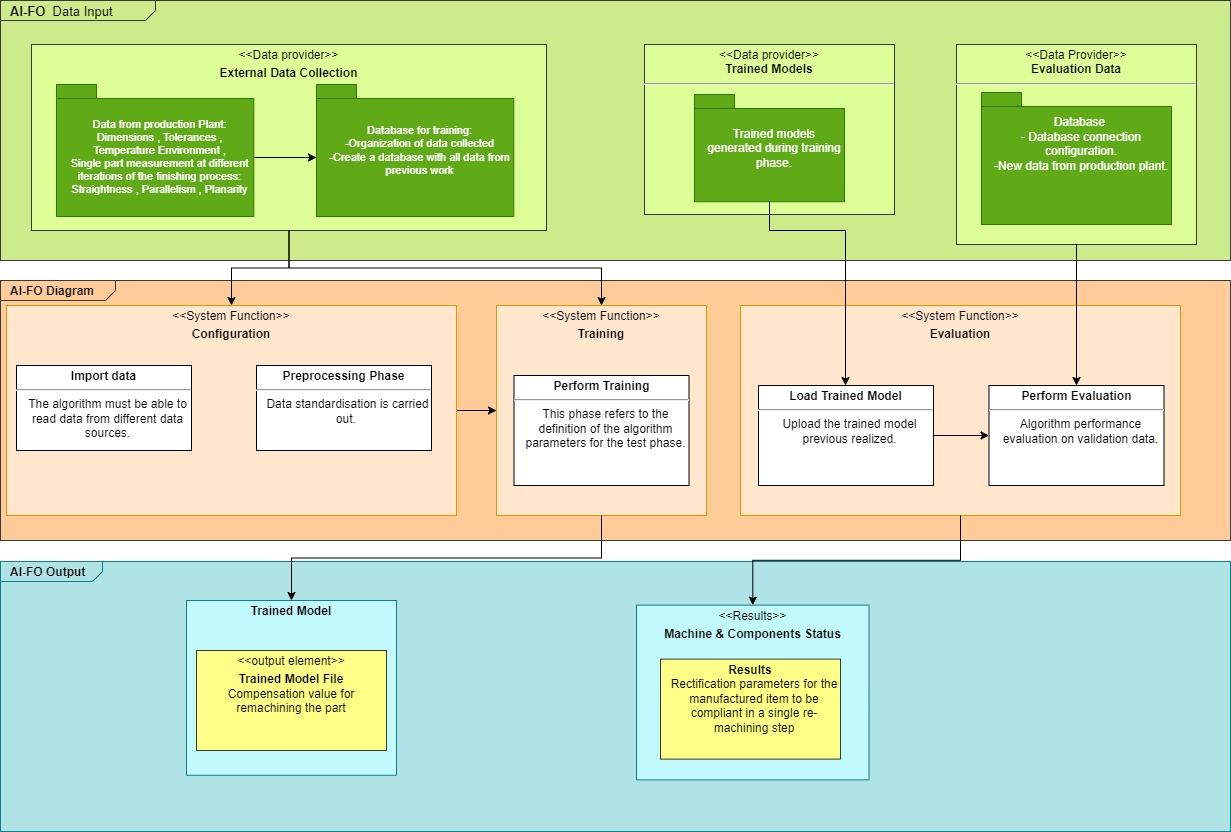
What: Trought this tool obtains rectification parameters for the manufactured item to be compliant in a single re-machining step.
Who: Production manager
Where: Management Production System
Why: The aim is to obtain the reprocessing parameters of the artefact in a single step so as to avoid further processing
Input and output data for each component¶
Import Data¶
Inputs:
For Pilot 1:
Single part design features:
Dimension, Tolerances, Temperature Environment,
Single part measurement at different iterations of the finishing process:
Straightness, Parallelism, Planarity.
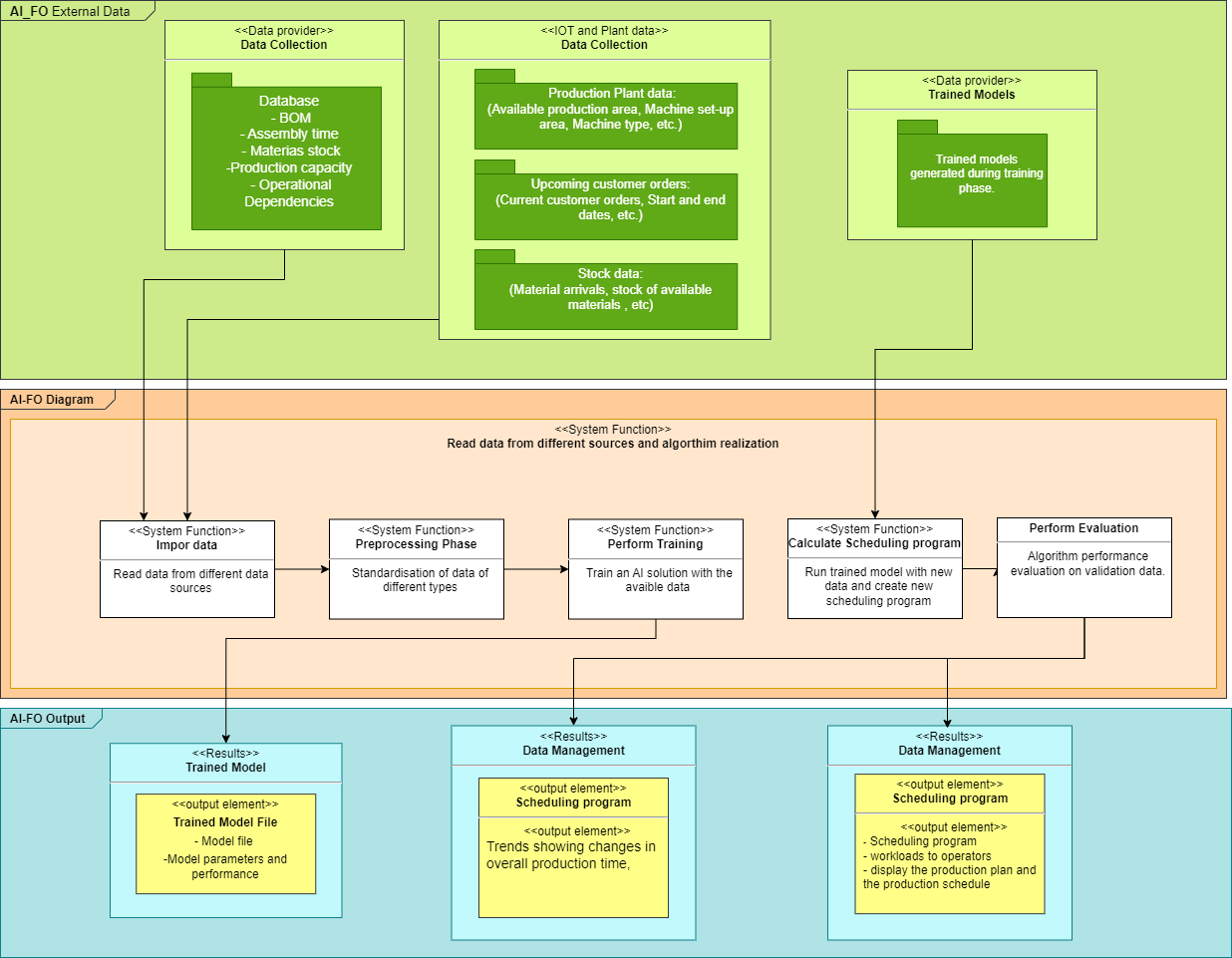
For Pilot 3:
Upcoming customer orders, Ongoing customer orders, Available Production area, Machine setup area, Machine type, Stock of Available Materials, Stock of Available Consumable supplies, Bill of materials, Project-related orders, Project-related orders delivery times, Production capacity, Human resources, planned assembly times, Actual assembly times, Operations Dependencies, Start and due dates, Human Resources capabilities, Resources availabilities, Resource requirements.
For Pilot 4:
Machine assembly route Precedence: Stock of Available Materials, Stock of Available Consumable supplies, Bill of materials, Final product inventory, Production Capacity (N), Human resources, Orders net requirement, Ongoing Order, Set-Up Times, Operations Dependencies, Production Time, Production constraints, Production levels, Start and due dates, Human Resources capabilities, Resources availabilities, Lot-size restrictions, Resource requirements, Resource availabilities
Outputs:
Uniform dataset containing historical data
Pre-processing Phase¶
Inputs:
Data from the dataset
Outputs:
Standardization of data: the algorithm might behave badly if the individual features do not more or less look like standard normally distributed data
Perform Training¶
Inputs:
Historical data, after pre-processing phase, are used to train the algorithm.
Outputs:
Model file: trained model and its value of accuracy, max error, mean error, score, etc.
Load Trained Model¶
Inputs:
Trained model file
Outputs:
User Friendly interface where a non-expert of AI can insert data
Perform Evaluation¶
Inputs:
Trained model and validated data
Outputs:
The model must be able to calculate:
Compensation value for re-machining the part (FOR PILOT 1)
Scheduling program and cause of production time variation (FOR PILOT 3)
Production plans, scheduling programs and workloads to operators (FOR PILOT 4)
Software requirements¶
Software Component |
Description/Role |
Required Version/Configuration |
|---|---|---|
Windows OS |
Microsoft operating system its need to use specific tool |
Windows 11 |
Microsoft Office Suite |
Suite of office with excel applications for document processing. |
Office 365 |
Lifecycle¶

This sequence diagram illustrates the flow of interactions between the User, Frontend, Backend and Data/Files objects during the main processes. Login into the AIDEAS platform. In the case of PAMA solution, the user will send the data to the backend, which will receive it as input and generate the outputs values and relatives’ images and files. Meanwhile, for the scheduling tool, the user will take data from the database after an authentication phase.
Objects¶
User: Represents the User interacting with the application.
Frontend: Represents the user interface and the presentation layer.
Backend: Represents the application logic and the server layer.
Database/Files: Represents the data or file storage layer
Implementation Viewpoint¶
Description of implementation Component:¶
AI-FO is for the optimization of the production process and scheduling program.
Technical Description of its Components:¶
Dependencies:
Development Language: - Python.
Libraries: Sklearn, Pyomo, Pandas, Numpay
Container: Docker.
Database need: MySQL
Interfaces:
User Interface: Yes, WordPress
Synchronous/Asynchronous Interface: RESTful APIs.
Network/Protocols: HTTP/HTTPS.
Data Repository: MySQL.
Requires:
Other AIDEAS Solutions: none
Solution architecture¶
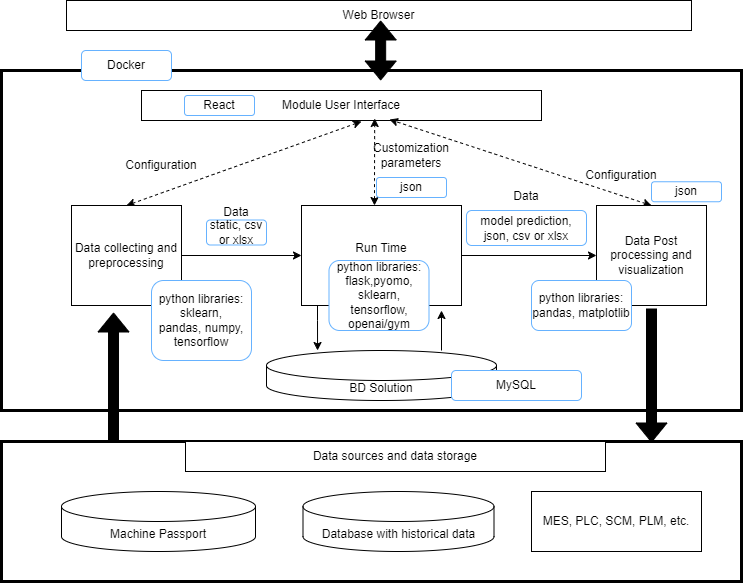
Python will be the primary programming language for the FO (Factory Optimizer) due to its well-established capabilities in data processing and machine learning. Key libraries such as Pandas and NumPy will be utilized for efficient data handling, while Sklearn will be employed for data preprocessing and model training. If a mathematical model is preferred, Pyomo may be considered for implementing the scheduling program.
The user interface for the FO will be developed using WordPress, providing a user-friendly experience. To facilitate seamless communication between the backend and frontend, a RESTful API will be employed, ensuring secure data transmission through HTTPS protocols. The data will be stored in a MySQL database, offering a reliable and scalable solution.
For streamlined deployment and enhanced software portability, Docker will be utilized. Docker provides a platform to package all the necessary components and dependencies required for efficient software execution, thereby accelerating the deployment process and ensuring consistency across different environments.